Pantel Elektronik manufactures flat modules according to customer requirements. Some of these flat modules require pressing low-profile connectors into the electronics during the manufacturing process. At the beginning, employees manually inserted the low-profile connectors into the tool carrier and then pressed them with the printed circuit boards.
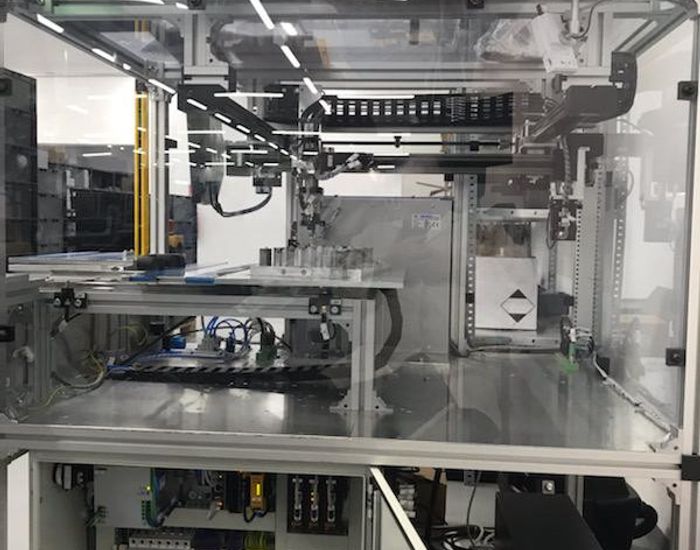
In order to automate fitting of the low-profile connectors, they are first separated by a vibration conveyor. The system, equipped with an igus room linear robot (500x500x100) and a Schunk rotary gripper module, removes the low-profile connector provided and inserts it into the various tool carriers at pre-defined positions. The tool carriers that have been prepared can be removed and sent for further processing.
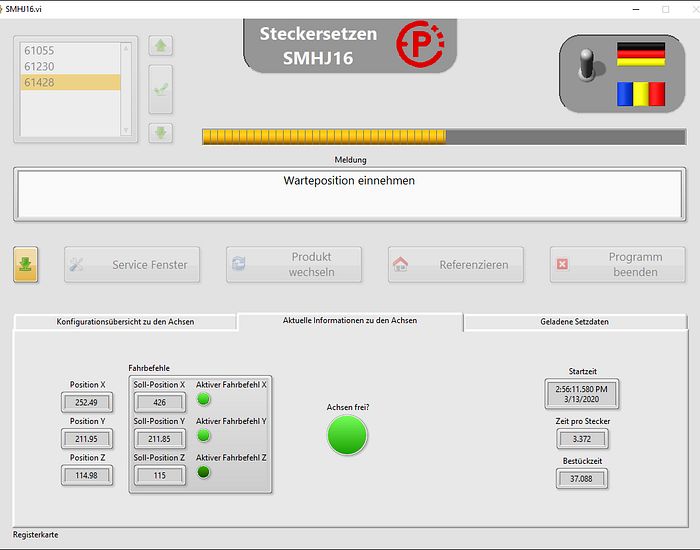
The entire process is controlled by an industrial PC with LabVIEW. The programme developed in-house, produces a clear GUI with simple remote maintenance capabilities that can be improved with an installed webcam. Subsequent adaptations are relatively easy to implement.
Problem:
1.Precision
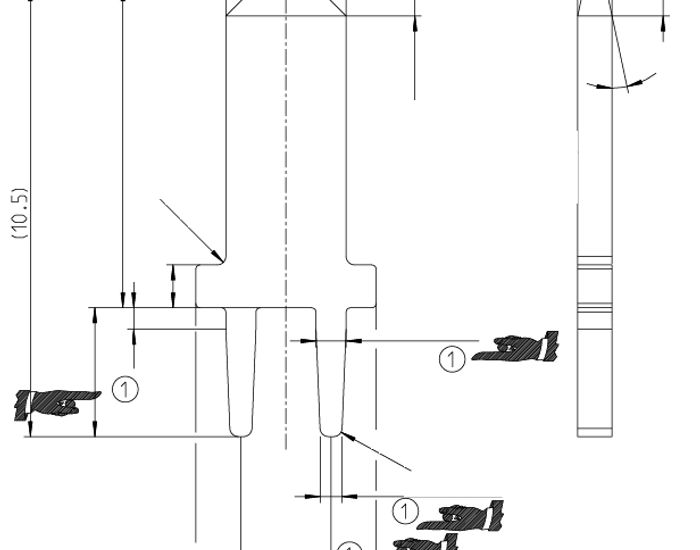
The low-profile connector must be inserted precisely into the tool carrier. The openings are only 0.1mm larger than the low-profile connector’s contour. Stepper motors with encoders were used to ensure positioning accuracy and repeatability.
2.Equipping various tool carriers
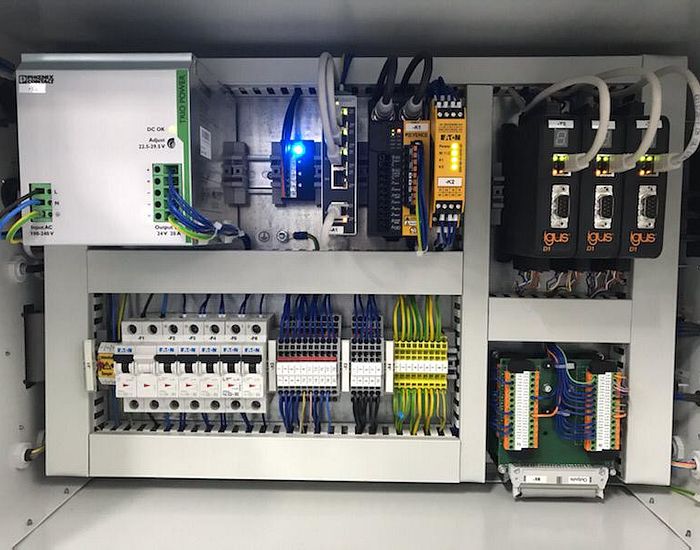
Several different versions with a wide variety of insertion positions are fitted successively in the system. In order to ensure as much flexibility as possible, the three D1 dryve control systems were put into operation as Modbus slaves. The superordinate control system is a LabVIEW programme that has been developed in-house. It reads in positions to be travelled to and axis parameters such as acceleration and maximum speed from an Excel spreadsheet. This allows easy adjustment with no programming knowledge required.
Solution:
While the system is already fitting the next tool carrier, the employee prepares the flat module and presses it with the previous tool carrier filled in the machine. This simultaneous completion of multiple steps by the system and the employee reduces assembly time by almost 50%.
It also spares employees a very monotonous, error-prone activity, thus ensuring manufacturing quality.