EBAWE Anlagentechnik GmbH
igu-award-adm | März 9, 2022
Die EBAWE Anlagentechnik GmbH ist ein Hersteller für schlüsselfertige Produktionsanlagen für die Betonfertigteilindustrie. Mit diesen Anlagen ist es möglich, Fertigteile aus Beton wie beispielsweise Elementdecken oder Thermowände mit einem sehr hohen Automatisierungsgrad herzustellen. Energieeffizientes Bauen ist zu einem wichtigen Thema in den Zeiten des Klimawandels geworden. So genannte Thermowände werden diesem Anspruch gerecht. Die Außen- und Innenschale der Thermowände bestehen aus bewehrtem Beton. Zwischen den Schalen befindet sich Dämmung wie beispielsweise Styropor o.ä., welche für eine hohe energetische Speicherkapazität der Wand sorgt. Durch die Verfüllung des Hohlraums mit Ortbeton entsteht ein monolithisches Bauteil. Um die Thermowände hocheffizient industriell vorfertigen zu können, bietet die EBAWE Anlagentechnik GmbH Ihren Kunden einen automatischen Dämmmaterialschneider an, der die Dämmplatten entsprechend der CAD-Daten zuschneidet, welche er von einem Leitrechner erhält. Das Schneiden erfolgt mit Hilfe eines Hochdruckwasserstrahls, welcher mit einem Druck von bis zu 4000bar aus einer Düse tritt. Die Dämmung wird mit sogenannten Thermopins an der Innenschale der Thermowand befestigt. Das Dämmmaterial wird auf den noch flüssigen Beton der gerade gegossenen Innenschale gelegt. Die Thermopins werden durch die mit Hilfe des automatischen Dämmmaterialschneiders eingebrachten Bohrungen in den flüssigen Beton gesteckt. Nachdem der Beton ausgehärtet ist, hält die Dämmung sicher an der Innenschale.
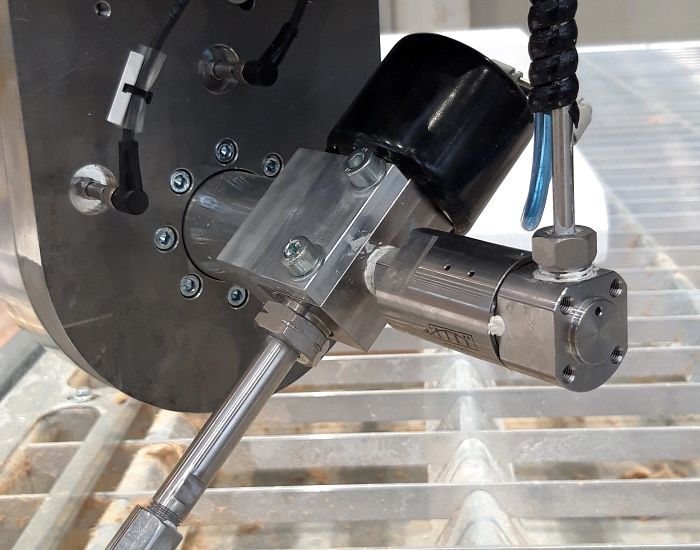
Der Kunde aus den U.S.A. möchte die Thermopins nicht nur senkrecht zur Dämmplatte einstecken, sondern auch schräg in jeder Richtung. Deshalb muss für die Befestigung der Hochdruckwasserstrahldüse ein 3D-Kopf entwickelt werden, welcher diese schrägen Schnitte ermöglicht.
Requirements:
Der 3D-Kopf soll dabei so kompakt und leicht wie möglich sowie schmutzunempfindlich konstruiert werden.
Alternatives:
Es wurde zunächst der Einsatz von pneumatischen Schwenkantrieben geprüft. Diese haben jedoch den Nachteil, dass sie viel Platz beanspruchen und es nicht ermöglichen, jeden beliebigen Winkel einstellen zu können. Außerdem wurde der Einsatz von fertigen Schwenk- Neigeeinheiten mit integrierten Servomotoren geprüft. Diese waren jedoch zu kostenintensiv und auch zu schmutzempfindlich. Wir wurden durch den technischen Außendienst von Igus, Herrn Thomas Sommerweiß, beraten.
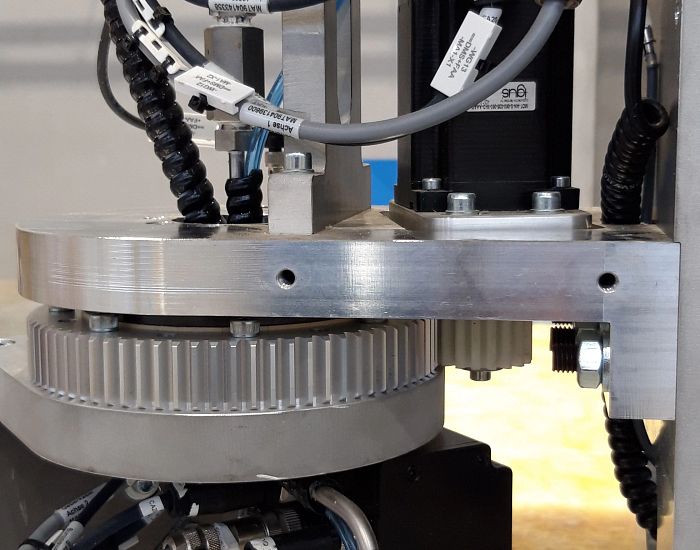
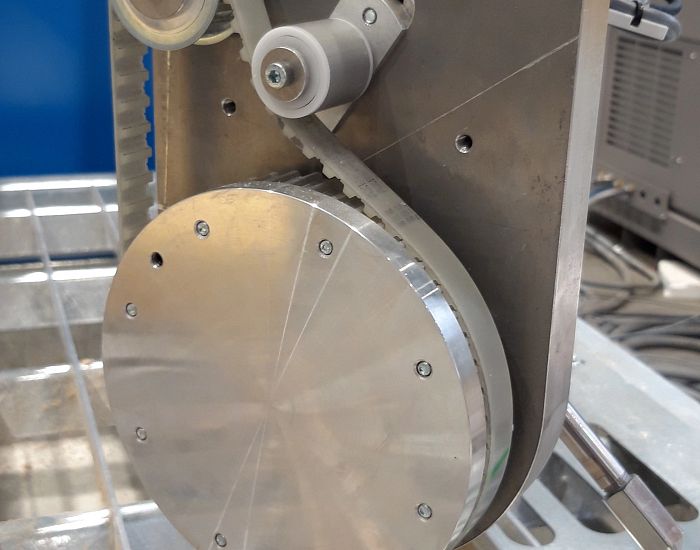
Der 3D-Kopf besteht aus zwei Achsen, der A- und der B-Achse. Die Lagerung der Achsen wurde mit iglidur® Drehkranzlagern, Typ PRT-01, realisiert. Die A-Achse ist an einem Drehkranz PRT-01-50-TO-ST mit Geradverzahnung befestigt. Angetrieben wird diese durch einen Igus-Schrittmotor mit Encoder und Bremse MOT-AN-S-060-035-060-M-D-AAAD. Die B-Achse ist an einem Drehkranz PRT-01-50-TO-T10 mit Zahnriemenprofil befestigt. Angetrieben wird diese wie die A-Achse durch einen Igus-Schrittmotor mit Encoder und Bremse MOT-AN-S-060-035-060-M-D-AAAD. Der Zahnriemen wird mit einer xiros® Tragrolle BBT-AC30-6001-B180-10-ES-30 aus Aluminium mit Flanschkugellagern gespannt. Alle Kabel und Schläuche werden von dem Schaltschrank bis zu dem 3D-Kopf durch konfektionierte igus® ReadyChain® geführt. Bedingt durch das darin verlegte Hochdruckrohr aus Edelstahl, wird an der Y-Achse eine Energiekette der Serie E4.56. mit einem Biegeradius von 500mm eingesetzt. Das Hochdruckwasser wird in den Drehpunkten durch Hochdruckdrehgelenke geführt, welche konzentrisch zu den Achsen der Drehkränze montiert sind.
Solutions:
– Drehkranzlager PRT-01-50-TO-ST – Drehkranzlager PRT-01-50-TO-T10 – xiros® Tragrolle BBT-AC30-6001-B180-10-ES-30 – Schrittmotor MOT-AN-S-060-035-060-M-D-AAAD – konfektionierte igus® ReadyChain®